Development of a Novel Denitratation/Deammonification SCT Process
Last Modified Jul 05, 2022
Stringent nutrient discharge limits require utilities to employ energy and chemical intensive biological nutrient removal (BNR) processes. Treatment of ammonia rich centrate loads generated from digested sludge dewatering has become an economical counterpart to mainstream BNR. To cost effectively carry out separate centrate treatment (SCT), a novel denitratation/ deammonification process was developed. The primary driver for developing this novel process was to reduce O and M costs associate with the traditional nitrification/denitrification process (e.g. aeration energy and supplemental carbon) and to develop a deammonification process that was robust, flexible and relatively easy to operate, while still maintaining the majority of the benefits associated with standard deammonification processes.
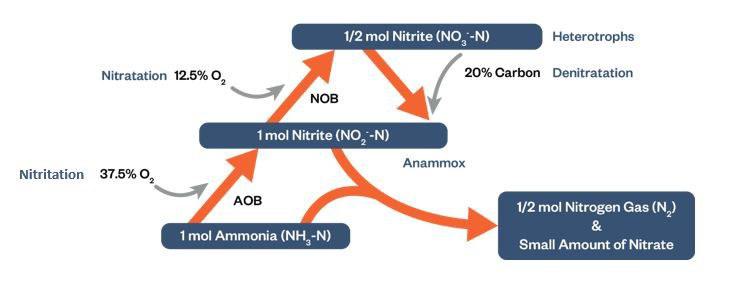
This novel denitratation/deammonification process was conceived and developed under the NYC DEP Applied Nitrogen Research Program. The process utilized “home grown” anammox biomass that was cultivated and harvested from a full-scale SCT process, which grew as a result of glycerol driven denitrification in the presence of high ammonia concentrations. This novel anammox process differs from the standard deammonification process in that it produces the requisite nitrite via anoxic denitratation instead of the aerobic nitritation. Conceptually, the process would convert ~ 50% of the centrate ammonia load to nitrate via nitrification then to nitrite via denitratation. Denitratation (NO3 ---> NO2) is carried out by Glyercol Acclimated Biomass (GAB) at accelerated rates to provide the anammox biomass with residual ammonia and nitrite at a mass ratio of 0.7. This new process uses only 50% of the air and 25% of the glycerol compared to conventional BNR processes. Furthermore, this process does not require the suppression of Nitrite Oxidizing Bacteria (NOB), as the needed nitrite is produced during the anoxic denitratation process (Sharp et.al. 2013). The goal of developing this process was to demonstrate the potential of the novel deammonification process to achieve high levels of TN removal with significant savings in carbon and aeration, while avoiding the operational challenges of NOB suppression associated with standard deammonification.
Related Topics:
Proof of Principle: Bench-Scale SBR Studies
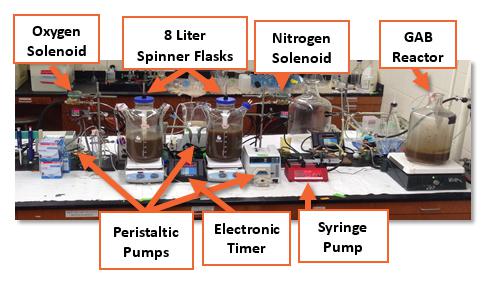
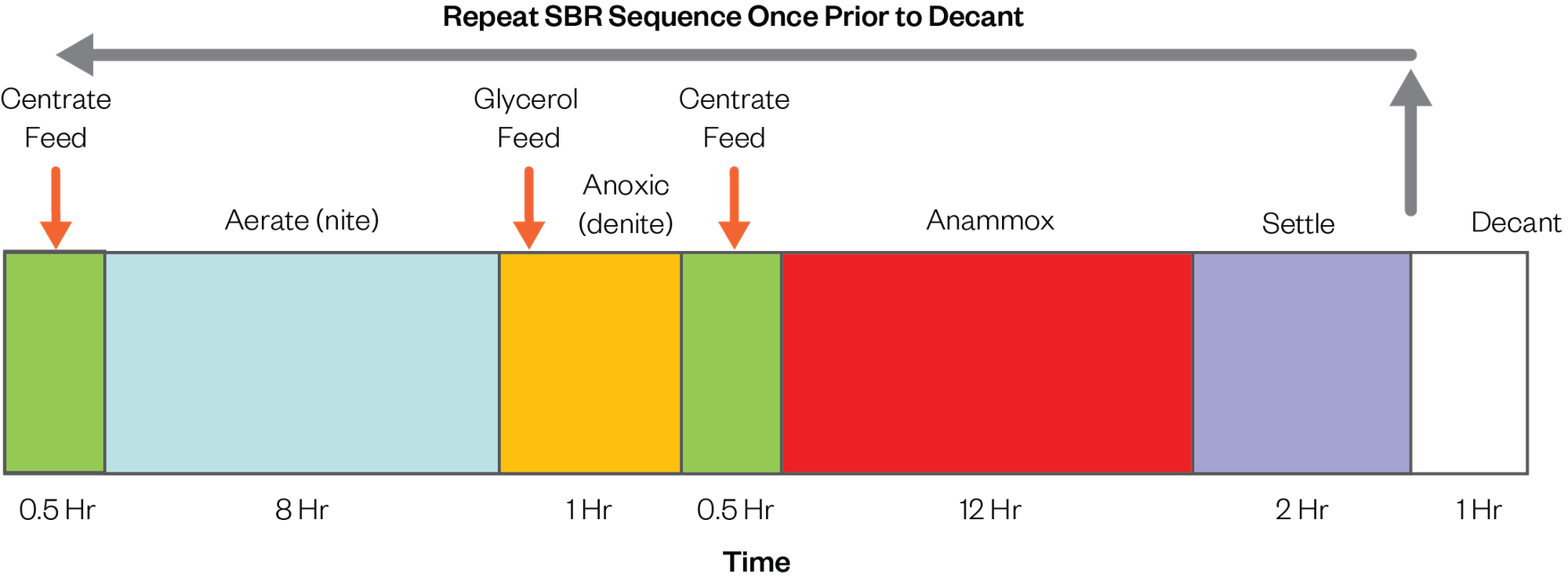
A series of bench-scale SBR tests were carried out to develop the process configuration and controls needed to optimize the new denitratation/deammonification process. Process development was carried out using two SBR systems which included 8-liter spinner flasks equipped with automated DO and pH controls. The optimized SBR cycle was 24-hours as shown in Figure 4. Two SBR cycles were run in series prior to the settle and decant sequences. Sludge was wasted after each set of cycles (~48 hours) to maintain a SRT > 30 days.
Prior to the SBR testing, denitrification batch tests were completed to determine the degree of denitratation that could be expected from the GAB, and the appropriate glycerol dosing and sequence timing needed to optimize the denitratation process. For the GAB batch tests, nitrate was converted to nitrite within ~30 minutes after glycerol addition. The GAB converted about 80-90% of the nitrate to nitrite within 30 minutes. These results indicated the amount of nitrite that would be available for the anammox process and provided a range of glycerol doses and requisite timing for the nitrification, denitratation and anammox sequences in the SBR systems. The SBR cycle and glycerol dose were modified during the study to optimize performance of the process.
SBR tests consisted of two configurations: 1) A step feed configuration, which included two separate ammonia (centrate) feed; and 2) a MLE type configuration which had only one initial ammonia feed interval. The step feed configuration relied on complete nitrification of the initial centrate feed to produce nitrate that would then be converted to nitrite via the GAB activity to match the ammonia present in the second centrate addition (eg. 1 (NO2): 0.7 (NH3)) for optimal deammonification. The MLE configuration partially nitrified the full ammonia load at the beginning of the cycle, which required proper sequence timing and DO control to optimize the fraction of ammonia nitrified and then denitrified via the GAB, while allowing adequate residual ammonia for the anammox sequence. In both scenarios, the nitrate produced during aeration was converted to nitrite via glycerol addition. The dose of glycerol needed to achieve optimal TN removal (e.g. COD added/TN removed) was a primary process control variable.
Results
After approximately 3 months of acclimation, the process was able to perform well under various operating conditions, including elevated nitrate levels. Later in the study, as the biomass acclimated to high ammonia and nitrite levels in the MLE process, it was found that a multitude of nitrogen removal processes play a role in the high levels of TIN removal. These processes included the denitratation/anammox, standard anammox, SND and traditional BNR, while still utilizing a fraction of the carbon and aeration energy associated with traditional BNR alone. By analyzing the nitrogen speciation at the end of the different SBR sequences, and taking into account carbon dosing and the requisite deammonification ammonia to nitrite ratio of 0.7, it was determined that the denitratation/anammox process accounted for approximately 55-65% of the total TIN, with the other nitrogen removal process accounting for the remainder. These results illustrate how this new process can provide flexible and cost effective SCT without the need for NOB suppression.
Mainstream Testing
Since this process does not require NOB suppression, it may also be implemented into main plant BNR processes. Preliminary results from SBR studies treating primary effluent show that the denitratation-anammox process, in combination with other BNR processes can attain up to 80% TN removal without active NOB suppression. Results of the mainstream testing will be presented in the full-paper.
In total, this novel process has the ability to remove up to 90% of the total inorganic nitrogen from centrate and primary effluent without the need for NOB suppression, while using 50% less energy and 75% less carbon than conventional BNR processes.